嘉立创产业服务站群

























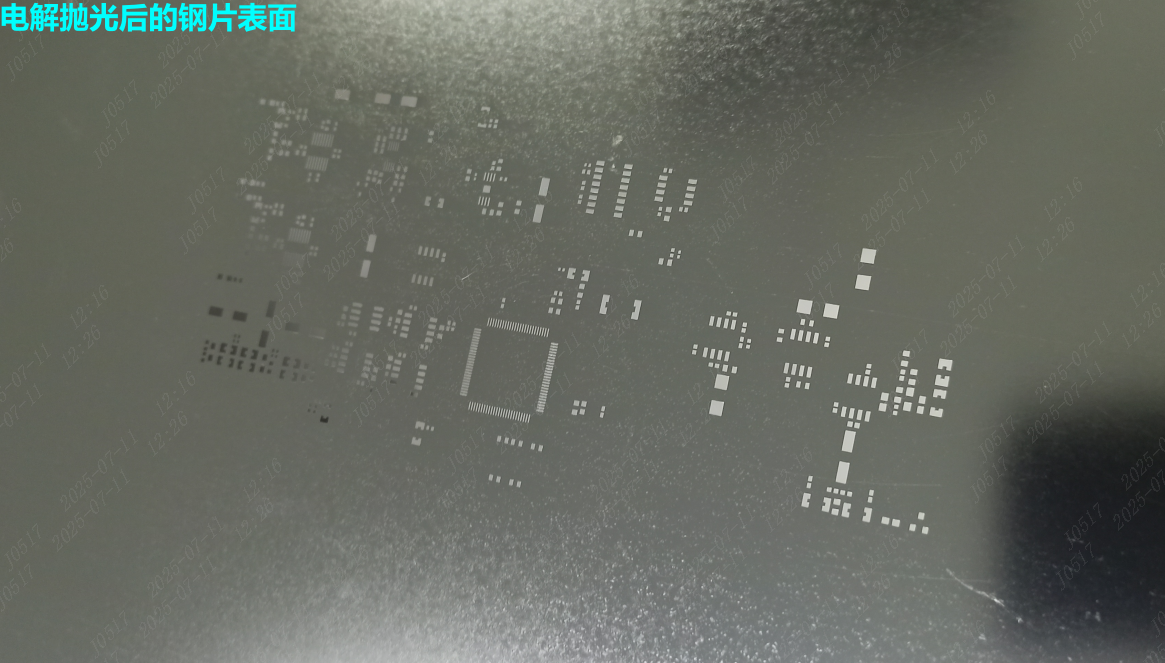
电解抛光钢网工艺技术详细分析
技术文档
2025-07-11
3525
一、工艺原理
电解抛光钢网是以钢网为阳极,通过电解液中的选择性溶解实现微观整平的技术。其核心机理为:
(1)尖端放电效应:电流密度在孔壁凸起处更高,导致优先溶解
(2)黏膜理论:磷酸盐膜在凹处较厚形成保护,凸处快速溶解实现平滑
(3)动态平衡:通过控制电流(10-25A/dm²)与电压(8-10V)实现可控溶解
二、工艺流程
(1)预处理阶段
化学除油脱脂(需彻底清除残留水分)
酸洗除锈(针对氧化严重钢网)
(2)电解抛光阶段
电解液配置:磷酸基溶液(温度60-70℃)
参数控制:时间5-8分钟,阴极采用铅板
实时监测:电解液微绿色时为最佳状态
(3)后处理阶段
三级水洗(去除电解液残留)
硝酸脱膜(浓度≥20%)
氢氧化钠中和(1-3%溶液)
三、技术优势
指标提升效果数据支持表面粗糙度较原始状态提高2级下锡能力孔壁毛刺减少70%以上印刷良率锡膏空洞率降低40%-60%使用寿命较传统钢网延长3-5倍
四、行业应用
(1)高精度SMT模板:用于01005等微间距元件印刷
(2)半导体封装:BGA/CSP器件植球钢网处理
(3)特殊场景:医疗设备钢网(要求Ra≤0.4μm)、汽车电子(耐高温焊膏印刷)
五、工艺控制要点
(1)电解液管理:每100㎡钢网需补充12-15L原液
(2)缺陷预防:
麻点:控制水分含量<3%
条纹:保持电解液流速0.8-1.2m/s
(3)设备选型:
推荐高频脉冲电源(精度±0.5V)
钛合金夹具确保电流分布均匀